- فرآیند شاو یک فرآیند کلیدی برای ریخته گری دقیق فلزات
- تجربه یک مهندس ژاپنی از استفاده از Shaw Process
- مقایسه انواع روش های تولید پروانه پمپ گریز از مرکز با فرآیند ریخته گری Shaw
- مقایسه انواع روش های تولید در مقایسه با فرآیند Shaw جهت ریخته گری پروانه پمپ گریز از مرکز
- بهبود خواص مکانیکی ماهیچه خام سرامیکی بر پایه اتیل سیلیکات جهت ریخته گری دقیق فلزات
- تضمین کیفیت در تولید ریخته گری فولادها
- دقت قطعات ریخته گری در قالب های سرامیکی
- انواع قالب گیری سرامیکی ترکیبی در ریخته گری دقیق به روش شاو
- انواع روش های تولید پروانه پمپ گریز از مرکز
- انواع روش های تولید قطعات توسط بایندرهای سرامیک پایه الکل و کاربردهای آن

آخرین مطالب
امکانات وب
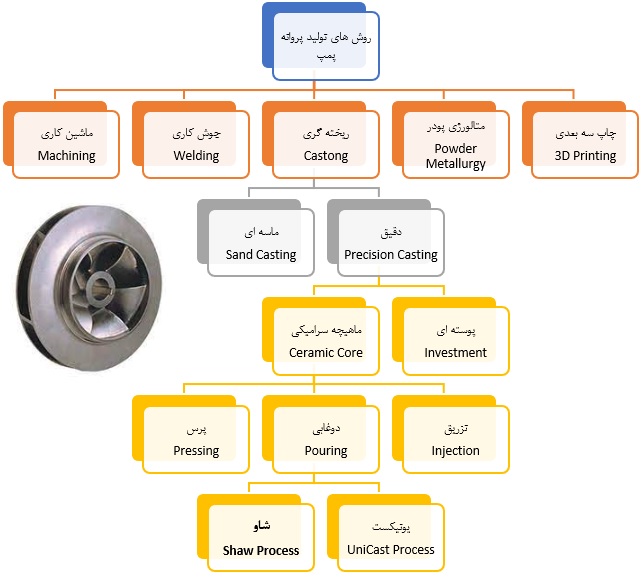 پمپ یکی از مهم ترین اجزای مورد استفاده در صنعت می باشد. پمپ های گریز از مرکز بیشترین کاربرد را در بین پمپ های صنعتی دارد. دغدغه اصلی پمپ سازان در ساخت پمپ ها، افزایش هر چه بیشتر بازدهی پمپ می باشد. مهم ترین قطعه به کار رفته در پمپ ها پروانه آن می باشد. در واقع می توان قلب پمپ را پروانه آن در نظر گرفت. جهت افزایش بهره وری پمپ، هرچه دقت ابعادی و صافی سطح پروانه بهتر باشد، بازدهی پمپ بالاتر خواهد بود. معمول ترین روش تولید پروانه پمپ، ریخته گری است. جهت افزایش دقت ساخت پروانه پمپ، از روش های ریخته گری دقیق استفاده می شود. در این صورت بازدهی پمپ 3 تا 7 درصد افزایش خواهد داشت. معمولا با ساخت مدل مومی و ساخت قالب سرامیکی پوسته ای به روش Invetment اقدام به ساخت قالب ریخته گری دقیق جهت ریخته گری پروانه می کنند. در این روش کیفیت خوبی خواهیم داشت اما معایبی نیز داردکه در ادامه بیان می شود:بالا بودن هزینه تجهیزاتدر روش ریخته گری لایه نشانی سرامیکی با مدل مومی به تجهزات زیادی مورد نیاز است. تجهیزاتی از قبیل دستگاه تزریق موم، پاتیل دوغاب سرامیکی، دستگاه ماسه پاش، دستگاه موم زدا، تجهیزات مربوط به خارج کردن قطعه از قالب سرامیکی و... .بالا بودن هزینه مواد مصرفیبرای لایه نشانی سرامیک، می بایست دوغاب سرامیکی درست کرده و درختچه مومی را درون آن غوطه ور کنیم. در صورتی که ظرفیت تولید کم باشد، دوغاب ساخته شده به مرور زمان فاسد می شود و دیگر قابلیت استفاده ندارد. حال اگر قطعه بزرگ باشد، نیاز به پاتیل بزرگتر و دوغاب بیشتر است.بالا بودن ساخت قالب تزریق مومساخت قالب تزریق موم بسیار گران است و برای تعداد کم به صرفه نیست. قالب تزریق حتما می بایست فلزی باشد. در مواردی از چاپ سه بعدی استفاده می کنند. با ا انتقال حرارت در ریخته گری دقیق...
پمپ یکی از مهم ترین اجزای مورد استفاده در صنعت می باشد. پمپ های گریز از مرکز بیشترین کاربرد را در بین پمپ های صنعتی دارد. دغدغه اصلی پمپ سازان در ساخت پمپ ها، افزایش هر چه بیشتر بازدهی پمپ می باشد. مهم ترین قطعه به کار رفته در پمپ ها پروانه آن می باشد. در واقع می توان قلب پمپ را پروانه آن در نظر گرفت. جهت افزایش بهره وری پمپ، هرچه دقت ابعادی و صافی سطح پروانه بهتر باشد، بازدهی پمپ بالاتر خواهد بود. معمول ترین روش تولید پروانه پمپ، ریخته گری است. جهت افزایش دقت ساخت پروانه پمپ، از روش های ریخته گری دقیق استفاده می شود. در این صورت بازدهی پمپ 3 تا 7 درصد افزایش خواهد داشت. معمولا با ساخت مدل مومی و ساخت قالب سرامیکی پوسته ای به روش Invetment اقدام به ساخت قالب ریخته گری دقیق جهت ریخته گری پروانه می کنند. در این روش کیفیت خوبی خواهیم داشت اما معایبی نیز داردکه در ادامه بیان می شود:بالا بودن هزینه تجهیزاتدر روش ریخته گری لایه نشانی سرامیکی با مدل مومی به تجهزات زیادی مورد نیاز است. تجهیزاتی از قبیل دستگاه تزریق موم، پاتیل دوغاب سرامیکی، دستگاه ماسه پاش، دستگاه موم زدا، تجهیزات مربوط به خارج کردن قطعه از قالب سرامیکی و... .بالا بودن هزینه مواد مصرفیبرای لایه نشانی سرامیک، می بایست دوغاب سرامیکی درست کرده و درختچه مومی را درون آن غوطه ور کنیم. در صورتی که ظرفیت تولید کم باشد، دوغاب ساخته شده به مرور زمان فاسد می شود و دیگر قابلیت استفاده ندارد. حال اگر قطعه بزرگ باشد، نیاز به پاتیل بزرگتر و دوغاب بیشتر است.بالا بودن ساخت قالب تزریق مومساخت قالب تزریق موم بسیار گران است و برای تعداد کم به صرفه نیست. قالب تزریق حتما می بایست فلزی باشد. در مواردی از چاپ سه بعدی استفاده می کنند. با ا انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 19 تاريخ : يکشنبه 6 اسفند 1402 ساعت: 23:21
پمپ یکی از مهم ترین اجزای مورد استفاده در صنعت می باشد. پمپ های گریز از مرکز بیشترین کاربرد را در بین پمپ های صنعتی دارد. دغدغه اصلی پمپ سازان در ساخت پمپ ها، افزایش هر چه بیشتر بازدهی پمپ می باشد. مهم ترین قطعه به کار رفته در پمپ ها پروانه آن می باشد. در واقع می توان قلب پمپ را پروانه آن در نظر گرفت. جهت افزایش بهره وری پمپ، هرچه دقت ابعادی و صافی سطح پروانه بهتر باشد، بازدهی پمپ بالاتر خواهد بود. معمول ترین روش تولید پروانه پمپ، ریخته گری است. جهت افزایش دقت ساخت پروانه پمپ، از روش های ریخته گری دقیق استفاده می شود. در این صورت بازدهی پمپ 3 تا 7 درصد افزایش خواهد داشت. معمولا با ساخت مدل مومی و ساخت قالب سرامیکی پوسته ای به روش Invetment اقدام به ساخت قالب ریخته گری دقیق جهت ریخته گری پروانه می کنند. در این روش کیفیت خوبی خواهیم داشت اما معایبی نیز داردکه در ادامه بیان می شود:بالا بودن هزینه تجهیزاتدر روش ریخته گری لایه نشانی سرامیکی با مدل مومی به تجهزات زیادی مورد نیاز است. تجهیزاتی از قبیل دستگاه تزریق موم، پاتیل دوغاب سرامیکی، دستگاه ماسه پاش، دستگاه موم زدا، تجهیزات مربوط به خارج کردن قطعه از قالب سرامیکی و... .بالا بودن هزینه مواد مصرفیبرای لایه نشانی سرامیک، می بایست دوغاب سرامیکی درست کرده و درختچه مومی را درون آن غوطه ور کنیم. در صورتی که ظرفیت تولید کم باشد، دوغاب ساخته شده به مرور زمان فاسد می شود و دیگر قابلیت استفاده ندارد. حال اگر قطعه بزرگ باشد، نیاز به پاتیل بزرگتر و دوغاب بیشتر است.بالا بودن ساخت قالب تزریق مومساخت قالب تزریق موم بسیار گران است و برای تعداد کم به صرفه نیست. قالب تزریق حتما می بایست فلزی باشد. در مواردی از چاپ سه بعدی استفاده می کنند. با ا انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 11 تاريخ : يکشنبه 8 بهمن 1402 ساعت: 15:12
 همانطور که قبلا نیز گفته شد، روش شاو یکی از روش های قالب گیری سرامیکی جهت ریخته گری فلزات می باشد. در این روش دوغاب سرامیکی به صورت دوغابی درون قالب ریخته می شود. پس از ژل شدن چسب مورد استفاده، به راحتی از قالب جدا شده و برای سوزاندن و پخت آماده می شود. با این وجود استحکام قبل از پخت قالب جهت جابجایی اهمیت دارد. در ادامه به بیان روش های استحکام بخشی به سرامیک خام می پردازیم.در شرایطی که قالب نیاز به حرارت دیدن تا دمای بالاتر نداشته باشد به راحتی می توان از قانجاق فازی جهت استحکام بخشی استفاده نمود. قالب های ماسه ای را به راحتی می توان با این روش استحکام بخشید. در این حالت قانجاق فلزی همانند آرماتور عمل کرده و استحکام لازم را فراهم می کند.اما برای قالب های سرامیکی از این قانجاق ها نمی توان استفاده نمود علت این امر هم اختلاف انبساط حرارتی فلز و سرامیک می باشد. در دمای بالا فلز انبساط بیشتری نسبت به سرامیک خواهد داشت که باعث شکستن قالب سرامیکی خواهد شد. بنابراین می بایست به دنبال راه حل دیگری برای استحکام بخشی خام قالب سرامیک بود.هنگامی که سرامیک پخت می شود، با زینتر شدن سرامیک استحکام آن بالا رفته و به راحتی می توان از آن در قالب ریخته گری استفاده نمود. اما قبل از پخت باید در حمل و نقل و در آوردن سرامیک از درون مدل یا جعبه ماهیچه دقت شود. خصوصا در مقاطع نازک قالب که تمرکز تنش بیشتر بوده و احتمال تنش وجود دارد. در صورت امکان با تغییراتی در طراحی مقاطع نازک را می بایست تقویت نمود. حتی با اصلاح نشیمن قالب سرامیکی می توان از شکستن و ایجاد تنش اضافی خودداری نمود.البته در مورد قالب های شاو به دلیل استفاده از قالب پشتیبان، می توان قانجاق را در قالب پشتیبان ماسه ای جاسازی نمود. اما د انتقال حرارت در ریخته گری دقیق...
همانطور که قبلا نیز گفته شد، روش شاو یکی از روش های قالب گیری سرامیکی جهت ریخته گری فلزات می باشد. در این روش دوغاب سرامیکی به صورت دوغابی درون قالب ریخته می شود. پس از ژل شدن چسب مورد استفاده، به راحتی از قالب جدا شده و برای سوزاندن و پخت آماده می شود. با این وجود استحکام قبل از پخت قالب جهت جابجایی اهمیت دارد. در ادامه به بیان روش های استحکام بخشی به سرامیک خام می پردازیم.در شرایطی که قالب نیاز به حرارت دیدن تا دمای بالاتر نداشته باشد به راحتی می توان از قانجاق فازی جهت استحکام بخشی استفاده نمود. قالب های ماسه ای را به راحتی می توان با این روش استحکام بخشید. در این حالت قانجاق فلزی همانند آرماتور عمل کرده و استحکام لازم را فراهم می کند.اما برای قالب های سرامیکی از این قانجاق ها نمی توان استفاده نمود علت این امر هم اختلاف انبساط حرارتی فلز و سرامیک می باشد. در دمای بالا فلز انبساط بیشتری نسبت به سرامیک خواهد داشت که باعث شکستن قالب سرامیکی خواهد شد. بنابراین می بایست به دنبال راه حل دیگری برای استحکام بخشی خام قالب سرامیک بود.هنگامی که سرامیک پخت می شود، با زینتر شدن سرامیک استحکام آن بالا رفته و به راحتی می توان از آن در قالب ریخته گری استفاده نمود. اما قبل از پخت باید در حمل و نقل و در آوردن سرامیک از درون مدل یا جعبه ماهیچه دقت شود. خصوصا در مقاطع نازک قالب که تمرکز تنش بیشتر بوده و احتمال تنش وجود دارد. در صورت امکان با تغییراتی در طراحی مقاطع نازک را می بایست تقویت نمود. حتی با اصلاح نشیمن قالب سرامیکی می توان از شکستن و ایجاد تنش اضافی خودداری نمود.البته در مورد قالب های شاو به دلیل استفاده از قالب پشتیبان، می توان قانجاق را در قالب پشتیبان ماسه ای جاسازی نمود. اما د انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 11 تاريخ : يکشنبه 8 بهمن 1402 ساعت: 15:12
تضمین کیفیت در تولید ریخته گری فولاد برای اطمینان از ثبات و برتری در محصول نهایی بسیار مهم است. تولیدکنندگان از استراتژی ها و فرآیندهای مختلفی برای حفظ استانداردهای با کیفیت بالا در طول چرخه تولید استفاده می کنند. در اینجا چند روش کلیدی مورد استفاده توسط سازندگان برای اطمینان از تضمین کیفیت در تولید ریخته گری فولاد وجود دارد که در ادامه به آن می پردازیم.طراحی و مهندسی: فرآیند با طراحی و مهندسی دقیق شروع می شود. سازندگان برای توسعه طرح های ریخته گری قوی با مهندسان و طراحان همکاری نزدیک دارند و اطمینان حاصل می کنند که محصول با مشخصات و استانداردهای عملکرد مورد نیاز مطابقت دارد. این شامل انتخاب مواد مناسب، تعیین سیستم دروازه و بهینه سازی فرآیند ریخته گری می باشد .انتخاب مواد اولیه: مواد خام با کیفیت بالا برای تولید ریخته گری فولادی سازگار و عالی ضروری است. تولیدکنندگان به دقت مواد خام را از تامین کنندگان قابل اعتمادی که استانداردهای کیفیت خاصی را رعایت می کنند، انتخاب و تهیه می کنند. ترکیب شیمیایی، تمیزی و خواص مکانیکی مواد خام به طور کامل آزمایش و تأیید شده است.کیفیت قالب: هرچه قالب صافی سطح بهتری داشته باشد، قطعه ریخته شده نیز دقیق تر خواهد بود. این امر با ساخت قالب سرامیکی دقیق محقق خواهد شد.کنترل فرآیند: تولیدکنندگان کنترلهای سختگیرانهای را برای نظارت و کنترل هر مرحله از فرآیند ریختهگری اجرا میکنند. این شامل کنترل دما، دمای پیش گرم، رطوبت و سایر عوامل محیطی برای اطمینان از نتایج ثابت است. پارامترهای فرآیند، مانند دمای ریختن، زمان انجماد، و سرعت خنکسازی، به دقت کنترل میشوند و در صورت لزوم تنظیم میشوند تا کیفیت ریختهگری بهینه شود.تست کنترل کیفیت: آزمایش کنترل کیفیت م انتقال حرارت در ریخته گری دقیق...
ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 13 تاريخ : چهارشنبه 6 دی 1402 ساعت: 16:00
برای کاهش عیوب ریخته گری دقیق و قالب گیری سرامیکی راه های مختلفی از قبیل پیش گرم قالب، ذوب ریزی در خلا و ریخته گری در حالت گریز از مرکز پیشنهاد می شود. در این میان پیش گرم از اهمیت ویژه ای برخوردارداست.قالب های سرامیکی به دلیل کاهش شوک های حرارتی می بایست پیش گرم شوند.تفاوت پخت با پیش گرمقالب های سرامیکی به منظور حذف رطوبت (آزاد و شیمیایی) و از بین بردن هرگونه ماده آلی باقیمانده در قالب سرامیکی و زینتر می باست تا درجه حرارت مورد نیاز پخته شوند. دمای پخت ممکن است از دمای پیش گرم بیشتر باشد. گاهی پخت و پیش گرم را در یک مرحله انجام می دهند. گاهی هم پس از پخت به قالب اجازه سرد شدن داده و عملیات پیش گرم را جدا انجام می دهند. با این کار امکان بازرسی و در صورت لزوم تعمیر قالب وجود دارد. به دلیل اثرات دمای پخت بر استحکام قالب لازم است دمای پخت نیز بررسی شود تا مشکلی برای قالب حین پیش گرم به وجود نیاید.دمای پختمحدوده دمایی پخت بین 870 تا 1100 درجه سانتی گراد برای قالب های سرامیکی کامل می باشد. برای قالب های ترکیبی(سرامیک و ماسه پشتیبان) نیز دمای قالب نباید کمتر از 480 درجه سانتی گراد باشد. در قالب های ترکیبی دمای بالای 650 درجه ممکن است باعث اختلاف انبساط بین لایه های رویی و پشتیبان به علت انضباض چسب سیلیکات سدیم موجود در لایه پشتیبان گردد. این امر می تواند سبب تغییر شکل قالب شود. با این وجود برخی از منابع، پخت قالب های ترکیبی را در دماهای بالا مانند 800 تا 1000 درجه بدون اثرهای مخرب دانسته اند. مدت زمان معمول برای پخت قالب ها بین 4 تا 6 ساعت است. در صورتی که پخت و پیش گرم در یک مرحله انجام شود، پس از پخت به قالب اجازه می دهیم تا دمای پیش گرم مناسب جهت ذوب ریزی خنک شود.دمای پیش گرمم انتقال حرارت در ریخته گری دقیق...
ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 92 تاريخ : دوشنبه 7 فروردين 1402 ساعت: 19:03